ЦЦЫщЛњгХдНЩњВњГЇМв
зЈвЕЩњВњЦЦЫщЛњЁЂЩИЗжЛњЁЂЩАЪЏЩњВњЯп



 ЗўЮёШШЯп
ЗўЮёШШЯп
ЕБЧАЮЛжУЃКЪзвГ>УНЬхжааФ>ВњЦЗАйПЦ>ДИЪНЦЦЫщЛњДИЭЗЪЇаЇЕФдвђЗжЮіМАДІРэАьЗЈ
РДдДЃК ЗЂБэЪБМфЃК2015-05-05 08:58:41 ЕуЛїДЮЪ§ЃКЁОЁП
ДИЪНЦЦЫщЛњЕФжївЊвзЫ№МўЪЧДИЭЗЁЃвЛАуШЯЮЊЃЌ90—125kgЕФДИЭЗЮЊДѓаЭЃЌ25kgвдЯТЮЊаЁаЭЃЌЦфгрЮЊжааЭЁЃДѓЭЭЫЎФрГЇвЛАуЪЙгУ25—50kgДИЭЗЁЃДИЭЗФЅЫ№ЪЇаЇЗНЪНЖрвдГхЛїдфЯїЮЊжїЃЌАщгаГхЫЂЯдЮЂЧаЯїФЅЫ№ЁЃ
ДИЭЗЪЇаЇЕФКъЙлЬиеїЪЧДИЭЗФЅЫ№КЭЖЯСбЁЃДИЭЗФЅЫ№ЪЧе§ГЃЯжЯѓЃЌЫќЗЂЩњдкДИЭЗЕФБэУцЁЂЖЅЖЫМАДИПзКЭДИжсМфЕФФІВСУцЁЃФЅЫ№ЕФЮЂЙлаЮУВБэЯжЮЊГхЛїПгКЭЧаЯїРчЙЕЁЃДИЭЗЕФЖЯСбЦЦЛЕЪЧВЛе§ГЃЕФЁЃ
БЛЦЦЮяСЯгыИпЫйа§зЊЕФДИЭЗЯрГхЛїЃЌШчвде§ЯђГхЛїЪБЃЌЦфГхЛїСІШЋВПзЊЛЏЮЊЖдДИУцЕФбЙгІСІЃЌЪЙДИЭЗН№ЪєБэУцВњЩњЫмадБфаЮКЭЮЂСбЮЦЃЌдкЗДИДЖрДЮЫмБфЧщПіЯТСбЮЦРЉеЙЃЌН№ЪєЪмМЗбЙаЮГЩЫщЦЌЭбТфЃЌЕМжТГхЛїФЅЫ№ЃЌГхЛїСІДѓЪБЃЌДИЭЗБэУцПЩВњЩњМгЙЄгВЛЏЃЌгВЖШНЯДѓЃЌгВЛЏВуНЯЩюЁЃШчвдвЛЖЈГхЛїНЧЖШНјааГхЛїЃЌдђГхЛїСІЗжНтЮЊДЙжБгкДИУцЕФЗЈЯђгІСІКЭЦНаагкДИУцЕФЧаЯђгІСІЃЌЖдДИЭЗБэОгН№ЪєВњЩњЯдЮЂЧаЯїЁЂгЁЫЂЃЌЪЙН№ЪєБэУцФЅЫ№ЃЌаЮГЩЧаЯїЙЕВлЁЃ
аТвЛДњЕЅЖЮГхЛїЪНДИЪНЦЦЫщЛњДИЭЗдкЙЄзїЪББОЩэГаЪмзХРыаФСІЁЂГаЪмзХПѓЪЏЕФЧПСвЕФЗДзїгУСІЃЌЛЙгаДИПзгыДИжсжЎМфНгДЅЕФФІВСгІСІКЭРЩьЕЖЃЌетаЉСІЖМЛсЖдДИЭЗВњЩњЦЦЛЕзїгУЁЃ
ДИЭЗФЅЫ№Ъєе§ГЃЯжЯѓЃЌДИЭЗЕФЖЯСбЦЦЛЕЪЧЗЧе§ГЃЕФЁЃЦфдвђжївЊЪЧВФжЪбЁдёМАжЦдьЙЄвеЕФШБЯнЃЌЪЙДИЭЗБОЩэЧПЖШМАЫмадВЛзуЃЌВњЩњгІСІМЏжаЃЌЛђЪЙгУВЛЕБЕШвђЫидьГЩЁЃ
ЂйИљОнДЗЭЗДѓаЁВЛЭЌМАЪЙгУЕФЙЄПіЬѕМўВЛЭЌЃЌбЁдёЪЪвЫЕФВФжЪжЦдьДИЭЗЁЃЖдгк12kgвдЯТЕФДИЭЗЃЌгІбЁдёгавЛЖЈШЭадЃЌвдгВЖШДѓЮЊжїЕМЕФВФСЯЃЛЖдгк50kgМЖДИЭЗЃЌгІбЁдёИпШЭадГЌЧПИпУЬИжжЦдьДИЭЗЃЌЦфЧќЗўЧПЖШвЊДяЕН450NЃЏmm²ЃЌГѕЪМгВЖШвЊДяЕНHB260-300ЃЛЖдгкДѓаЭЦЦЫщЛњ90kgКЭ125kgДИЭЗЃЌБиаыбЁгУИпШЭадВФСЯЃЌВЂИЈвдЦфЫћзлКЯадФмЁЃЕБНёДИЪНЦЦЫщЛњЪЙгУЕФДхжЪМАжЦдьЙЄвеЗНЗЈКмЖрЃЌЕЋЛљБОЪєгкж§дьЁЂЖЭдьЁЂЖбКИЁЂзщКЯЫФДѓРрШєИЩжжВФжЪЁЃМђНщШчЯТЃК
a)ИДКЯаЭИпУЬИжДИЭЗЃКдкЦеЭЈИпУЬИжДИЭЗЕФжївЊФЅЫ№ВПЮЛМгШыGT35КЯН№Пщ(КЌC0.6ЃЅЃЌCr2.0ЃЅЃЌMo2.0ЃЅЃЌTiC35ЃЅЃЌFe60.4ЃЅЃЌHM=1030ЃЌαk=3-5JЃЏcm²)ЃЌРћгУИпУЬИжЕФИпШЭадКЭCT35КЯН№ПщЕФФЭФЅадЕФСМКУЦЅХфЃЌбгГЄДИЭЗЪЙгУЪйУќЃЌжЦГЩИДКЯаЭИпУЬИжДИЭЗЁЃ
b)ИпУЬИѕИжж§дьДИЭЗЃКдкИпУЬИжЕФЛљДЁЩЯЃЌМгШывЛЖЈСПЕФИѕЃЌЬсИпЦфдЪМгВЖШЃЌЬиБ№ЪЧЬсИпЧќЗўМЋЯоЖјЮоЫ№гкПЙРЧПЖШКЭбгЩьТЪЃЌЬсИпФЭФЅадЖјБмУтЦфЫмадБфаЮЁЃЕТЙњOЃІKЙЋЫОВњCXl20Mn12CDIN.N.13401ИпУЬИѕИжКЌгаC1.10ЃЅ—1.30ЃЅЃЌSi0.30ЃЅвЛ0.50ЃЅЃЌMn12.0ЃЅ—13.0ЃЅЃЌCr1.5ЃЅ—2.0ЃЅЃЌШШДІРэгВЖШ(HB)ЮЊ200—260ЃЛЕЄТѓFLSЙЋЫОВњMaf330+1ЃЅCrИпУЬИѕИжКЌгаC≤1.20ЃЅЃЌSi≤0.40ЃЅЃЌMn≤12.0ЃЅЃЌCr≤1.0ЃЅЃЌHB≤229ЃЛШеБОЫкУзЬњЙЄЫљВњSMИпУЬИѕИжКЌгаC0.30ЃЅ—0.90ЃЅЃЌSiЃМ0.80ЃЅЃЌMn11.0ЃЅ—14.0ЃЅЃЌCrl.5ЃЅ—2.5ЃЅЃЌHBЃО190ЁЃ
c)КЯН№ИжЖЭдьДИЭЗЁЃЕТЙњOЃІKЙЋЫОбЁгУ450ИжЃЌКщБЄ(KHD)дђбЁгУ30crMo9vЃЌУРЙњESCOЙЋЫОбЁгУ12SЁЃетШ§жжКЯН№НсЙЙИжВФСЯЖМВЛЭЌГЬЖШздгаИѕ(cr)ЃЌют(Mo)ЕШКЯН№дЊЫиЁЃЖЭдьЙЄвеЙ§ГЬДѓЬхЪЧЃКОЋСЖКЯН№ИжЫЎзЂГЩИжЖЇвЛЖЭдьПЊХї—ФЃЖЭГЩаЭ—ЕїжЪДІРэвЛДИПзЕШМгЙЄ—ДИЭЗДђЛїЧјШШДІРэ—ЮоЫ№ЬНЩЫЁЃ
d)ИДКЯж§дьЕФИпИѕж§ЬњДИЭЗЁЃЫќЪЧдкКЯН№НсЙЙЖЭдьЕФДИБњЩЯЃЌИДКЯННж§ЩЯИпИѕж§ЬњЃЌЪЙДИЭЗЪмГхЛїФІВСЕФВПЮЛЮЊИпИѕж§ЬњЪїСЯЃЌЪЙДИБњВПЗжгазуЙЛЫмадЃЌЫЏЭЗЖЫВПгаМЋИпгВЖШКЭФЭФЅадФмЁЃ
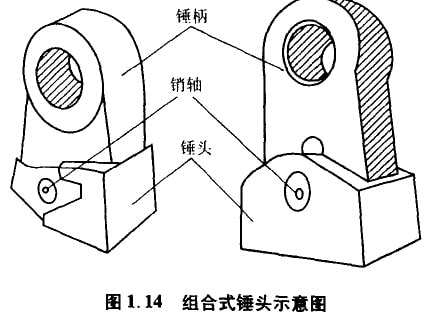
e)зщКЯЪНДИЭЗЁЃЩшМЦепНЋДИЭЗЖЫВПЪмГхЛївзФЅЫ№ВПЗжжЦГЩЛюЖЏМўЃЌЪЙЮЌаоепВЛБиаЖЯТећИіДИЭЗЃЌжЛвЊВ№зАГхЛїЭЗВПЕФЯњжсЃЌМДПЩПьЫйИќЛЛДИЭЗЖЫВПвзЫ№МўЁЃИУДИЭЗЕФВФжЪвдбЁгУИпИѕж§ЬњЮЊЖрЃЌвВПЩбЁгУЦфЫћФЭФЅВФСЯЁЃзщКЯЪНДИЭЗЪНбљШчЭМ1.14ЫљЪОЁЃ
ЂкДИЭЗбгЪйЗНЗЈЃК
a)ЮЊСЫЬсИпДИЭЗФЭФЅадЃЌдкЦфЙЄзїУцЩЯЭПКИвЛБЁВугВжЪКЯН№ЁЃ
b)УЬИжжЦЕФДИЭЗФЅЫ№КѓЃЌПЩгУУЬИжКИЬѕЖбКИЕФЗНЗЈНјаааоВЙЁЃжаИѕЁЂИпИѕВФжЪДИВЛвзаоИДЁЃ
дкДИЭЗЖЅВПЖбКИЙ§ГЬжаЃЌПЩЯђЖбКИН№Ньжав§ШыГЩЗжЮЊ1.2—1.5mmВЛЕШжсПХСЃзДСаСЂЬиМгЙЬгВжЪКЯН№ЃЌЖјЛљДЁКЯН№ЮЊзЈгУЕФИпИѕж§ЬњЁЃЬэМгСаСЂЬиЪБЃЌбиДИЭЗЖЅВПЬюШыЃЌЪЙДИЭЗЖЅВПЛёЕУНЯЖргВжЪПХСЃЁЃ
вВПЩВЩгУЖбКИИрЖбКИЁЃМДдкЖбКИБэУцЗѓЩЯвЛВуКёЖШЮЊ5mmЕФЖбКИИрЃЌО5—12hЕФИЩдяКѓЃЌгУφ10mmЕФЖЦЭЬММЋЪЙжЎШлЛЏЃЌДИЭЗНге§МЋЃЌгУжБСїе§НгЗЈЖбКИЃЌЕчСїЮЊ400—450AЃЌЖбКИВуКёЖШЮЊ2.5-3.5mmЁЃ
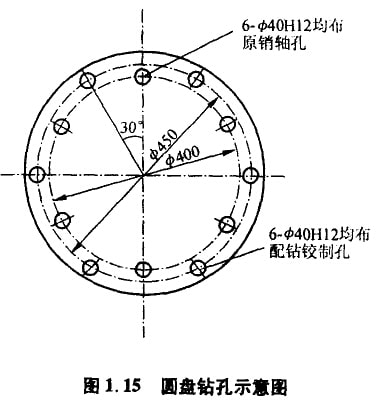
c)ЖдЦЦЫщЛњзЊзгВПЕФЖЫВПдВХЬКЭжаМфдВХЬНјааИФНјЃЌЬсИпДИЭЗЕФРћгУТЪЃЌЯрЖдбгГЄдЖЭЗЕФЪЙгУЪйУќЁЃвдPC800mm x 800mmаЭДИЪНЦЦЫщЛњЮЊР§ЃЌПЩдкЖЫВПдВХЬКЭжаМфдВХЬЩЯХфзъ6Иіφ40mmЯњжсЪДПзЃЌОљВМдкφ450mmЕФдВжмЩЯЃЌгыдЯњжсПзДэПЊ30°дВаФНЧВМжУЃЌМћЭМ1.15ЁЃАбОЙ§е§ЗДСНДЮНЛЬцЪЙгУКѓВЛФмдкдРДЮЛжУЩЯМЬајЙЄзїЕФПеЬзДИЭЗЁЂЯњжсМАМфЯЖОЙВ№ЯТЃЌгыаТХфеОЕФ6Иіφ40mmжсПззщзАЦ№РДЃЌвдБЃжЄзЊзгЦНКтЁЃжиаТЕїећДИЭЗгыЩИЬѕЁЂЦЦЫщАхКЭЩИЬѕгыЩИЬѕжЎМфЕФМфЯЖКѓМЬајЪЙгУДЫЪБДИЭЗЖЅЕуЮЛжУдкφ820mmдВжмЩЯЃЌДИЭЗЯпЫйЖШТдИпЃЌДђЛїСІТдНЕЃЌЕЋПЩЭЈЙ§ЕїећНјЛњЮяСЯСЃЖШМгвдНтОіЁЃМДЃКНЋШыСЯСЃЖШгЩ≤120mmЕїжС≤100mmОЭПЩвде§ГЃЙЄзїЁЃОнНщЩмЃЌИФНјКѓДИЭЗПЩе§ЗДНЛЬцЪЙгУ4ДЮЃЌЫЏЭЗЪйУќбгГЄ13dЃЌФъДИЭЗКФгУСПНкдМ2ЃЏ5ЁЃзюКѓаЖЯТЕФ“ДИЭЗ”ЃЌгУКЯН№ИжКИЬѕЖбКИЛђећаЮДІРэКѓПЩМЬајЪЙгУЁЃ
ЩЯвЛЦЊЃКИждќЕФРћгУМАРћгУжаДцдкЕФЮЪЬт
ЯТвЛЦЊЃКЧђФЅЛњНщжЪЙЄзїРэТлаыбаОПЕФЮЪЬт

