ЦЦЫщЛњгХдНЩњВњГЇМв
зЈвЕЩњВњЦЦЫщЛњЁЂЩИЗжЛњЁЂЩАЪЏЩњВњЯп



 ЗўЮёШШЯп
ЗўЮёШШЯп
ЕБЧАЮЛжУЃКЪзвГ>УНЬхжааФ>ВњЦЗАйПЦ>ЦЦЫщЛњДИЭЗФЅЫ№ЪЇаЇЗжЮі
РДдДЃК ЗЂБэЪБМфЃК2015-05-27 10:49:30 ЕуЛїДЮЪ§ЃКЁОЁП
ДИЪНЦЦЫщЛњЪЧвБН№ЁЂПѓЩНЁЂЕчСІЁЂНЈВФЕШаавЕГЃгУЕФЦЦЫщЩшБИЁЃДИЭЗ(МћЭМ2-6)ЪЧЦфжажївЊЕФвзФЅЫ№МўЁЃЦфЙЄзїЙ§ГЬжївЊППИпЫйа§зЊЕФДИЭЗНЋгЩИпДІТфЯТЕФЮяСЯЛїЫщЁЃБЛЦЦЫщСЫЕФЮяСЯвдИпЫйЖШЯђСДЬѕЗНЯђГхЛїЃЌСЃЖШНЯДѓЕФОЗДИДЦЦЫщЃЌСЃЖШНЯаЁЕФМДДгѓїЗьжаХХГіЁЃЫљвдДИЭЗЕФЙЄзїЗНЪНЪЧвдзВЛїЮЊжїЃЌМфгаГхЫЂФЅЫ№ЁЃ
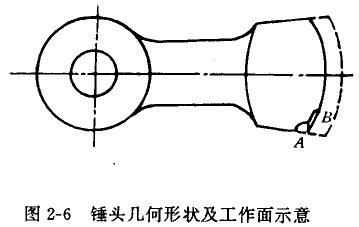
ФПЧАЙњФкЩњВњзъЭЗЕФВФСЯЖржжЖрбљЃЌгаИпУЬИжЃЌгажаЬМИжМАжаЬМЕЭКЯН№ИжЕШЕШЃЌетРявдгУСПзюДѓЕФИпУЬИжЮЊЗжЮіЖдЯѓЁЃЦЦЫщЕФЮяСЯИќЪЧЮхЛЈАЫУХЃЌетРявдЦЦЫщГЄЪЏЁЂЪЏЛвЪЏЁЂУКэЗЪЏЃЌИпТЏПѓдќЁЂВЃСЇЕШЮяСЯЮЊжїНјааЗжЮіЁЃИпУЬИжДИЭЗдкЦЦЫщвдЩЯЮяСЯЪБЦфЪЙгУЪйУќИљЖЬЃЌГЄЕФПЩгУМИИіАрЃЌЖЬЕФНіМИИіаЁЪБЁЃЮЊСЫбАЧѓЬсИпВФСЯФЭФЅадЭООЖЃЌЮЊбаОПаТВФСЯЃЌаТЙЄвеЬсЙЉвРОнЃЌЮвУЧЖдИпУЬИжДИЭЗНјаавдЯТФЅЫ№ЪЇаЇЗжЮіЁЃ
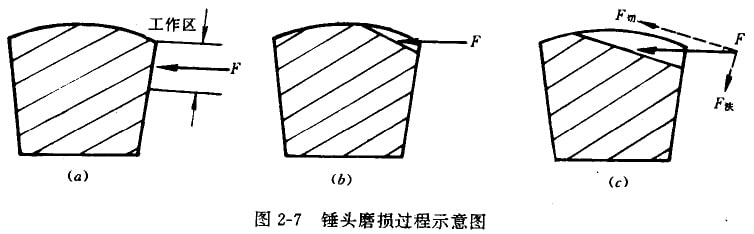
(1)ДИЭЗЕФЙЄПіЬѕМў
ДИЭЗДђЛїЮяСЯЕФЧјгђЮЊЙЄзїУц(МћЭМ2-7a)ЃЌЫцЙЄзїУцВЛЖЯБЛФЅЫ№ЙЄзїУцНЋЗЂЩњ(ЭМ2-7bЃЌcЫљЪО)БфЛЏЃЌЮяСЯЖдДИЭЗЕФФЅЫ№ЗНЪНвВНЋЗЂЩњБфЛЏЃЌГѕЦкДИЭЗвдБЛзВЛїЪмСІЗНЪНЮЊжїЃЌЕББЛФЅЫ№ЕНвЛЖЈГЬЖШЪБЃЌЮяСЯНЋЖдДИЭЗЙЄзїУцМАШ№ЭЗВњЩњГхЫЂзїгУЁЃЕБДИЭЗФЅЕНвЛЖЈГпДчКѓгЩгкЙЄзїаЇТЪЕЭЃЌЦЦЫщЮяСЯСЃЖШЙ§ДѓЃЌОЭашИќЛЛДИЭЗСЫЁЃ
БЛЦЦЫщЕФЮяСЯгВЖШДѓЖМдкHV600вдЯТЃЌгВЖШВЛИпЖјЧввзЫщЁЃЫЎШЭДІРэКѓЕФИпУЬИжДИЭЗгВЗДЮЊHBl79-230ЁЃ
(2)ЪЇаЇДЗЭЗЕФКъЙлЗжЮі
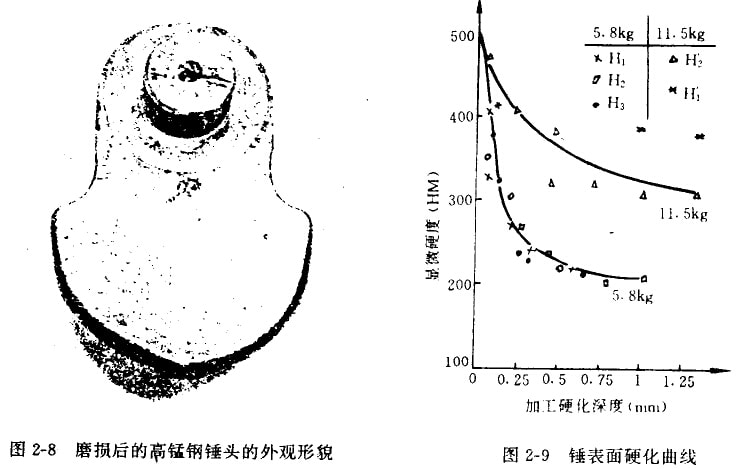
ФЅЫ№ЪЇаЇКѓЕФИпУЬИжДИЭЗМћЭМ2-8ЁЃИпУЬИжОпгаБэРіМгЙЄгВЛЏЬиадЁЃЕБЪмЕНЮяСЯДБЛїЪБЁЃЛжДИЭЗБэУцВњЩњМёТхПдУЧГіЯжМгЙЄгВЛЏВуЁЃИпУЬИжФЭФЅадКУЛЕЃЌжївЊОіЖЈгкМгЙЄгВЛЏВуЕФЩюЖШКЭгВЖШЃЌЭМ2-9ЪЧ5.8kgДИЭЗКЭ11.5kgДИВаЬхМгЙЄгВЛЏЧњЯпЁЃгЩЭМ2-9ПЩжЊЃЌСНжжДИЭЗЕФМгЙЄгВЛЏаЇЙћКмВюЃЌгШЦфЪЧ5.8kgДИЭЗЃЌЦфзюИпМгЙЄгВЖШНіHM530ЃЌЧвМгЙЄгВЛЏВуВЛЕН0.5mmЁЃПЩвдШЯЮЊетжжЩЯПіЬѕМўЯТИпУЬИжДИЭЗФЅЫ№ЪєгкЕЭГхЛїФЅСЯФЅЫ№ЃЌЪЧдьГЩИпУЬИжДИЭЗФЭФЅадВюЕФжївЊдвђЁЃ
(3)ЮЂЙлЗжЮі
ЕБаТДИЭЗПЊЪМЙЄзїЪБЃЌЙЄзїЧјКЭЮяСЯЪЧвдзВЛїаЮЪННгДЅЕФЃЌЯдЮЂееЦЌ(ЭМ2-10)ЩЯПЩвдПДЕНзВЛїПгЃЌзВЛїПгдьГЩБфаЮЪЙДИЭЗБэУцВњЩњМгЙЄгВЛЏЃЌЖрДЮМьЛїКѓБуВњЩњЦЃРЭСбЮЦЃЌСбЮЦРЉеЙНЛБ№аЮГЩФЅЬЯЃЌФЅаМЭбРыдьГЩДИЭЗФЅЫ№ЁЃЕБДИЭЗБЛФЅЫ№ЕНвЛЖЈГЬЖШЪБЃЌЙЄзїЧјВЛдйжЛгыЮяСЯЗЂЩњзВЛїЃЌЖјЪЧзВЛїЕФЭЌЪБЮяСЯЛЙНЋбиДИЭЗЧАЖЫЙЄзїЧјВњЩњЛЌЖЏЃЌдьГЩЮяСЯЖдДИУцЕФГхЫЂЃЌЭМ2-11ОЭЪЧзВЛїПгКЭЧаЯїРчЙЕЙВДцЕФЯдЮЂееЦЌЁЃ
(4)НсТлКЭНЈвщ
ИпУЬИжДИЭЗдкЦЦЫщжаЕШгВЖШвдЯТЕФЮяСЯЪБЃЌгЩгкГхЛїСІВЛзуЃЌВЛФмЪЙзВЛїБэУцВњЩњГфЗжЕФМгЙЄгВЛЏВуЃЌЪЧЕМжТИЛУЬИжДИЭЗФЭФЅадВЛИпЕФжївЊдвђЁЃЙЄзїЧјЧАЖЫФЅЫ№КѓЃЌЮяСЯНЋбиДИЭЗЖЫЛЌЖЏЃЌЖдДИЭЗВњЩњЧаЯїЪНдСЯФЅЫ№ЃЌМгОчДИЭЗЕФФЅЫ№ЁЃ
НЈвщДЫРрДИЭЗИФгУЦеЭЈжаЕЭЬМИжжЦдьЃЌДИЭЗЙЄзїЧјМАЖЫЭЗЕШДІЖбКИгВУцКЯН№ВФСЯЁЃетбљДИЭЗГЩБОЛљБОВЛдіМгЃЌгжПЩвдЬсИпЦфФЭФЅадЃЌЖјЧвДИЭЗЛЙПЩвдЗДИДЖбКИЪЙгУЁЃ
ЩЯвЛЦЊЃКПѓЩНЛњаЕФЅЫ№ЪЇаЇЗжЮі
ЯТвЛЦЊЃКЬсИпПѓЩНЛњаЕФЭФЅадЕФЭООЖ

