ЦЦЫщЛњгХдНЩњВњГЇМв
зЈвЕЩњВњЦЦЫщЛњЁЂЩИЗжЛњЁЂЩАЪЏЩњВњЯп



 ЗўЮёШШЯп
ЗўЮёШШЯп
ЕБЧАЮЛжУЃКЪзвГ>УНЬхжааФ>ВњЦЗАйПЦ>ЙшЫсбЮЫЎФрЩњВњЙЄвеЙ§ГЬжЎЩњСЯжЦБИ
РДдДЃК ЗЂБэЪБМфЃК2015-06-03 11:09:49 ЕуЛїДЮЪ§ЃКЁОЁП
ЫЎФрЩњВњЙЄвеЙ§ГЬГ§СЫЩњВњЗНЗЈМДВЩгУЕФвЄаЭгаКмДѓВюБ№жЎЭтЃЌЦфЫћЙ§ГЬЛљБОЩЯДѓЭЌаЁвьЁЃЙшЫсбЮЫЎФрЕФЩњВњЙ§ГЬДѓжТЗжЮЊШ§ИіНзЖЮЃК
ЩњСЯжЦБИЪЧЕквЛНзЖЮЁЃМДАбЪЏЛвЪЏжЪ(жївЊКЌCa0)дСЯЁЂеГЭСжЪ(жївЊКЌSiO2КЭAl2O3)дСЯгыЩйСПЕФЬњжЪаЃе§дСЯ(ШчЬњПѓЪЏЁЂСђЫсГЇЕФЗЯдќЕШжївЊКЌFe2O3)ОЦЦЫщКЭКцИЩКѓЃЌАДеевЛЖЈБШР§ХфКЯ(СЂвЄЬўЩеЫЎФрЪьСЯЪБЛЙвЊМгвЛЖЈСПЕФШМСЯ)ЁЂФЅЯИЃЌВЂЕїХфЮЊГЩЗжКЯЪЪЁЂжЪСПОљдШЕФЩњСЯЁЃ
ЪьСЯШМЩеЪЧЕкЖўНзЖЮЁЃНЋжЦБИКУЕФЩњСЯЫЭШЫЫЎФрвЄФкМйЩежСВПЗжШлШкЃЌЕУЕНвдЙшЫсИЦ(C3SЁЂC2SЁЂC3AЁЂC4AF)ЮЊжївЊГЩЗжЕФЙшЫсИЦЫЎФрЪьСЯ(ПХСЃзДЛђПщзД)ЁЃ
ЫЎФрЗлФЅЪЧЕкШ§НзЖЮЁЃОЭЪЧдкЪьСЯФЅЯИЕФЙ§ГЬжаМгШЫЪЪСПЕФЪЏИр(жївЊКЌCaSO4·2H20КЭCaSO4)ЃЌгаЪБЛЙМгвЛаЉЛьКЯВФЙВЭЌФЅЯИГЩЮЊЫЎФрЁЃ
БОЮФжївЊНщЩмЕквЛНзЖЮ——ЩњСЯжЦБИЁЃ
ЮвЙњОјДѓЖрЪ§ЫЎФрГЇЖМгаздМКЕФдСЯЙЉгІЕи(ПѓЩН)ЃЌНЈГЇЪБОЭвбОПМТЧЕНСЫШУЫќУЧОрРыЫЎФрГЇдННќдНКУЁЃЕБШЛвВгаЬиЪтЧщПіЃЌШчГЇзгЬЋРЯСЫЃЌдгаЕФПѓЩНзЪдДвбОПнНпЃЌОЭВЛЕУВЛДгЭтЕидЫРДЮяСЯЁЃ

ЪЏЛвЪЏжЪПѓЩНИјШЫУЧЕФжБЙлгЁЯѓОЭЪЧзљЪЏЭЗЩНЃЌЫќЕФПѓВуЗжВМЧщПіЃЌгагУПѓЕФЛЏбЇГЩЗжВЈЖЏЧщПівдМАгВЖШЁЂПЙбЙЧПЖШЁЂЭИЫЎадЕШвЛаЉЮяРэаджЪЃЌдкПѓЩНВЛЭЌЕФВуУцЁЂВЛЭЌЕФВПЮЛЪЧВЛЭъШЋвЛжТЕФЁЃЫљвддкПЊВЩжЎЧАБиаыЖдЫќНјааПБВтЦеВщЃЌЭЌЪБвЊЦРЙРгагУПѓЕФДЂВиСПЃЌБугкЖдВЛЭЌЦЗЮЛЕФПѓЪЏЪЕаагаМЦЛЎЕиЗжЦЌПЊВЩЁЂДюХфЪЙгУЁЂетбљзіМШПЩвдЮШЖЈНјГЇдСЯГЩЗжЃЌТњзуХфСЯвЊЧѓЃЌгжПЩвдОМУКЯРэЕиГфЗжРћгУПѓЩНзЪдДЁЃ
№ЄЭСжЪдСЯВЛЯёЪЏЛвЪЏФЧбљМсгВЃЌЪЧЫЩЩЂЕФПщзДЛђПХСЃзДЃЌПЊВЩЧАГ§Нјаа(ЖдЪЏЛвЪЏвЛбљЕФ)ПБВтЦеВщЭтЃЌЛЙвЊНјааЩИЗжЮіЃЌБивЊЪБгІМгзіПХСЃЗжЮіКЭЫмаджИЪ§ЪдбщЃЌЫќЕФгУСПгыЪЏЛвЪЏЯрБШвЊЩйЕУЖрЃЌПЩвдОЭЕиШЁВФЃЌаТЭСЁЂЩАбвЖМПЩвдЁЃЕЋашЖдПЊВЩЬѕМўМАПѓЧјЕижЪЧщПіНјааЕїбаЁЃ
гЩгкЪЏЛвЪЏЁЂЪьЭСПѓВуВЛЯёУКЁЂЪЏгЭПѓФЧбљЩюЃЎЫљвдТЖЬьПЊВЩОЭПЩвдЁЃЮЊСЫВЩГігагУПѓЪЏЃЌБиаыЯШНјааИВИЧВуЕФАўРыЙЄзїЁЃШчЙћИВИЧВуЪЧНЯЫЩЩЂЕФИЁЭСЃЌПЩжБНггУШЫЙЄЁЂЕчВљЁЂЫЎГхЯДЕФАьЗЈНЋЦфАўРыЃЛШчЙћЪЧгВжЪЕФЗЯПѓЃЌашЖдИВИЧВуЯШБЌЦЦдйАўРыЁЃИВИЧВуЕФАўЮбЙЄзїгІдкдСЯПЊВЩЧА6ИідТФкНјааЃЌАўРыЙЄзїВЛвздкЖЌМОНјааЁЃ
ШчЙћгагУПѓЪЧЫЩЩЂзДЕФАзжСЛђЪьЭСЃЌПЩжБНггУЕчВљЛђШЫЙЄЭкОђЁЃЖдгВжЪЮяСЯЕФЪЏЛвЪЏЃЌашЯШзъПзБЌЦЦЃЌзъ7LЩюЖШЁЂ7LЕФЪ§ФПКЭЮЛжУЗжВМЪЧИљОнПѓЩНЕФОпЬхЧщПіКЭбвЪЏЕФЮяРэаджЪОіЖЈЕФЁЃГЃгУЕФПѓЩНзъПзЩшБИгаЃКЪжГжЪНЗчЖЏдфбвЛњ(ПзОЖ35-45mm)ЃЌЧГПззъЛњ(ПзОЖ]50-170M)ЃЌЛизЊзъЛњ(ПзОЖ90-120mm)ЃЌбРТжзъЛњ(ПзОЖ150-250mm)ЁЃЪЙгУяЇгЭеЈвЉЁЂНЌзДеЈвЉЃЌВЩгУЩюПзЖрХХЮЂВюБЌЦЦЃЌЛњаЕЛЏзАвЉКЭЬюШћЃЌБЌЦЦЙцФЃДѓЁЂжЪСПКУЁЂгаКІзїгУаЁЃЎЪЧЪЏЛвЪЏПѓЩНБЌЦЦЦеБщВЩгУЕФЗНЗЈЁЃ
ПѓЩНзъПзБЌЦЦБиаыбЯИёзёЪиGB6722-86ЁЖБЌЦЦАВШЋЙцГЬЁЗЁЃ
ПѓЪЏЕФдЫЪфПЩвдзлКЯПМТЧЙЄГЇЙцФЃЁЂПѓЩНгыЙЄГЇжЎМфЕФОрРыгыЕиаЮЕШЃЌбЁгУЙЋТЗЁЂЬњТЗЁЂНКДјдЫЪфЁЂИжЫїНЪГЕКЭМмПеЫїЕРЕШЁЃ
ДгПѓЩНПЊВЩЯТРДЕФЪЏЛвЪЏЁЂШуЭСКЭУКЕШГЪВЛОљдШЕФПщзДЮяСЯЃЌЬиБ№ЪЧЪЏЛвЪЏгаЕФДѓПщСЃЖШДя700mmзѓгвЁЃАбетаЉЮяСЯжБНгШыФЅФЅГЩЗлзДЕФЩњСЯЪЧФбвдзіЕНЕФЃЌБиаыЯШАбЫќУЧЦЦЫщГЩ20mmзѓгвЕФаЁЫщПщКѓдйШЅЗлФЅЃЌетбљПЩвдЬсИпФЅЛњЕФВњСПЃЌНЕЕЭЕчКФЁЃЭЌЪБЃЌЪЏЛвЪЏЁЂНЬЭСКЌгавЛЖЈЫЎЗжЃЌАбЫќУЧЦЦЫщГЩаЁПщЃЌдђБШУцЛ§діДѓЃЌБугкСРЩЙКЭКцИЩЃЌетЖдгкЗЈЫЎФрЩњВњРДЫЕЪЧБиаывЊзіЕФЁЃ
ЦЦЫщПЩвддкПѓЩНОЭЕиНјааЃЌвВПЩвддЫЕНГЇРяКѓдйЦЦЫщЃЌЫќЪЧгУЛњаЕЕФЗНЗЈЫѕаЁЮяСЯСЃЖШЕФЙ§ГЬЁЃЦЦЫщЗНЗЈжївЊгабЙЫщЁЂЛїЫщЁЂФЅЫщЁЂелЫщЁЂХќЫщЕШЁЃИљОнЦЦЫщЗНЪНЩшМЦжЦдьСЫђІЪНЦЦЫщЛњЁЂДИЪНЦЦЫщЛњЁЂЗДЛїЪНЦЦЫщЛњЁЂЙѕЪНЦЦЫщЛњЁЂзЖЪНЦЦЫщЛњвдМАгУгкЦЦЫщ№ЄЭСгУЕФЦЦЫщКцИЩЛњЕШЦЦЫщЛњаЕЁЃВЛЙмЪЧФФвЛжжЦЦЫщЛњЃЌЫќУЧЖМВЛЪЧВЩгУЕЅвЛЕФЦЦЫщЗНЗЈРДЦЦЫщЮяСЯЕФЃЌШчСьЪНЦЦЫщЛњЪЧвдбЙЫщЮЊжїЃЌЭЌЪБЛЙМцгаФЅЫщКЭелЫщЕФзїгУЃЛЖјДИЪНЦЦЫщЛњКЭЗДЛїЪНЦЦЫщЛњдђвдГхЛїЦЦЫщЮЊжїЃЌМцгаФЅЫщЕФзїгУЁЃ
ЖдгкДИЪНЦЦЫщЛњЛђЗДЛїЪНЦЦЫщЛњРДНВЃЌЫќУЧЕФЦЦЫщБШНЯДѓ(ЮяСЯЦЦЫщЧАгыЦЦЫщКѓЕФГпДчжЎБШ)ЃЌжЛвЊбЁДѓвЛЕуЕФЙцИёЃЌЖдЮяСЯ(вЛАужИЪЏЛвЪЏ)вЛДЮЦЦЫщОЭФмТњзуШЫФЅвЊЧѓЃЌетНавЛМЖЦЦЫщЁЃ
ЖдгкђІЪНЦЦЫщЛњРДНВЃЌЫќЕФЦЦЫщБШНЯаЁЃЌЮяСЯЦЦЫщЧАКѓЕФГпДчБфЛЏВЛЬЋДѓЃЌЫљвдВЛФмЕЅЖРЪЙгУЁЃШчЙћАбЫќгыДИЪНЦЦЫщЛњЛђЗДЛїЪНЦЦЫщЛњДЎСЊдквЛЦ№ЃЌЪЙЮяСЯОЙ§СНДЮЦЦЫщЃЌЮяСЯОЭПЩвдТњзуШыФЅвЊЧѓЃЌетНаЖўМЖЦЦЫщЁЃ
ашвЊжИГіЕФЪЧЃЌЦЦЫщВЛжЛдкЩњСЯжЦБИЯЕЭГжЎФкЃЌЖдгкЩеГЩгУУКЁЂГівЄЭЗРфШДЛњЪьСЯЁЂЗлФЅЫЎФрЪБЫљМгЕФЪЏИрЕШЃЌЖМашвЊЦЦЫщЁЃ

1)ЮяСЯДЂДцЕФФПЕФ
ЩњСЯжЦБИЙ§ГЬЪЧСїЫЎзївЕЃЌвЛЛЗПлвЛЛЗ(ећИіЫЎФрЩњВњЕФШЋЙ§ГЬЖМЪЧШчДЫ)ЃЌЮЊШЗБЃЩњВњЕФСЌајадЃЌБмУтЧАвЛЕРЙЄађжаЕФЩшБИ“ЗИЦЂЦј”ЖјЕМжТЯТвЛЕРЙЄађжаЕФЩшБИ“ЖЯСИ”ЃЌИїжждСЯЁЂШМСЯЁЂЩњСЯМАЪьСЯЁЂИїжжЛьКЯВФКЭЫЎФрЕШЖМашвЊвЛЖЈЕФДЂДцЦкЃЌЮЊЯТвЛЕРЙЄађБИКУСЯЁЃДгжЪСППижЦКЭвЊЧѓЕФНЧЖШРДПМТЧЃЌвВвЊЧѓЮяСЯгавЛЖЈЕФДЂДцЦкЁЃР§ШчЖддЁЂШМСЯашЯШЛЏбщКѓЪЙгУЃЌЩњСЯДЂДцЕФЭЌЪБвЊЖдЦфНјааОљЛЏЪЙЦфГЩЗжИќЧїгкОљдШЃЌвдЮШЖЈвЄЕФШМЩеЃЌБЃжЄЪьСЯжЪСПЃЛЪьСЯДЂДцвЛЖЮЪБМфФмИФЩЦЦфАВЖЈадЃЛЫЎФрЕФДЂДцБугкЧПЖШМьбщЃЌЭЌЪБвВФмМЬајИФЩЦЦфАВЖЈадКЭБугкБъКХЕФЕїХфЁЃ
2)дЁЂШМСЯЕФдЄОљЛЏ
ЫЎФрЩњВњСІЧѓЩњСЯЛЏбЇГЩЗжОљЦыЃЌвдБЃжЄдкШМЩеЪьСЯЪБШШЙЄжЦЖШЮШЖЈЃЌЩеГіИпжЪСПЕФЪьСЯЁЃЕЋНјГЇЕФдЁЂШМСЯЕФЛЏбЇГЩЗжВЂВЛЪЧКмОљдШЃЌЖјЧвВЈЖЏКмДѓЃЌетЛсЪЙжЦБИГіРДЕФЩњСЯжЪСПВЛЮШЖЈЃЌЖдЫЎФрЪьСЯЕФжЪСПВњЩњжБНгЕФгАЯьЁЃгЩДЫПДРДЃЌЪЙдЁЂШМСЯФЫжСЩњСЯЕУЕНОљЛЏЪЧЗЧГЃживЊЕФЁЃЫљвддкЩњСЯжЦБИЙ§ГЬжаЃЌвЊзЅКУШ§ИіОљЛЏЛЗНкЃКЕквЛЃЌдСЯПѓЩНЗжЦЌПЊВЩЁЂЛьКЯДюХфЃЌетдкЧАУцвбОЬсЕНЙ§СЫЁЃЕкЖўЃЌдкдСЯЦЦЫщКѓЁЂШыФЅЧАНјааОљЛЏЃЌетИіЙ§ГЬГЦЫќЮЊдЄОљЛЏЙ§ГЬЃЛЕкШ§ЃЌГіФЅЩњСЯдкШЫвЄЧАдйДЮОљЛЏЃЌетИіЙ§ГЬОЭЪЧЩњСЯЕФОљЛЏЙ§ГЬЁЃ
(1)дЄОљЛЏдРэ
дкдЁЂШМСЯЕФДЂДцКЭШЁгУЙ§ГЬжаЃЌРћгУВЛЭЌЕФДцЁЂШЁЗНЗЈЃЌЪЙШыПтЪБЕФГЩЗжВЈЖЏНЯДѓЁЂШЁгУЪБГЩЗжБЛЖЏБфаЁЃЌДгЖјЪЙЕУЮяСЯдкШыФЅжЎЧАЕУЕНдЄОљЛЏЁЃОпЬхВйзїЪЧЃКОЁПЩФмвдзюЖрЕФЯрЛЅЦНааКЭЩЯЯТжиЕўЕФЭЌКёЖШЕФСЯВуНјааЖбЗХ(ДЂДц)ЃЌШЁгУЪБвЊДЙжБгкСЯВуЗНЯђЭЌЪБЧаШЁВЛЭЌЕФСЯВуЃЌШЁОЁЮЊжЙЃЌетЪЧ“ЦНЦЬжБШЁ”ЗЈЃЌЪЧаыОљЛЏЗНЪНжазюГЃМћЕФвЛжжЁЃетбљШЁГіЕФдСЯОЭБШЖбЗХЪБОљЦыЕУЖрЁЃЖбЗХЕФВуЪ§дНЖрЃЌШЁСЯЪБЧаШЁЕФВуЪ§вВОЭдНЖрЃЌдСЯдкЖбЗХЪБЖЬЦкФкЕФВЈЖЏБЛОљЬЏЕННЯГЄЕФЪБМфРяЧаШЁЖјМѕаЁЃЌЪЙЕУЫљШЁЮяСЯЕФГЩЗжДяЕНБШНЯОљдШЕФаЇЙћЁЃ
(2)дЄОљЛЏЖбГЁЁЂдЄОљЛЏПт
ЮяСЯЕФДЂДцЙ§ГЬЪЧдкЖбГЁЁЂСЊКЯДЂПтЛђдВПтФкЭъГЩЕФЁЃвЛАуПщзДЁЂПХСЃзДЮяСЯЗХдкгаекИЧЕФЪвФкЛђТЖЬьЯюОљЛЏЖбГЁЩЯДЂДцЃЌЗлзДЕФЮяСЯдђДЂДцдкЗтБеадФмНЯКУЕФЛиПтФкЁЃ
дЄОљЛЏЖбГЁММЪѕдРэЪЧНЋвбЦЦЫщЕФПѓЮядСЯЃЌЛђВєгаЦфЫћдСЯАДЙцЖЈЕФГЬађЖбГЩСЯЫѕЃЌШЛКѓАДЙцЖЈЕФЙЄвеЩшМЦКѓДгдСЯЭЦжаШЁГідСЯЁЃдкВЩШЁдСЯЪБЃЌЖдБИСЯВуНјааЧаШЁЃЌЛьКЯЃЌШЁЕУЦНОљГЩЗжЗћКЯЩшМЦвЊЧѓЕФдСЯЁЃ
(3)ЖбСЯгыШЁСЯЗНЪН
дкдЄОљЛЏЖбГЁжаЃЌЖбСЯОЁПЩФмСЯВуЦНаажиЕўЁЂКёБЁОљдШвЛжТЁЃЯТСаМИжжЖбСЯЗНЪНЛљБОФмзіЕНетвЛЕуЁЃ
Ђй“ШЫ”зжаЮЖбСЯвЛЖЫУцШЁСЯЗЈЁЃЖбСЯЛњбиСЯЖбзнЯђГЄЖШЃЌвдвЛЖЈЫйЖШДгвЛЖЫвЦЯђСэвЛЖЫЃЌДгЖјЭъГЩвЛВуЮяСЯЕФЖбЗХЁЃЕквЛВуЮяСЯЪЧГЗдкзнЯђжааФЯпЩЯЁЂЕШбќШ§НЧаЮЕФвЛЬѕЮяСЯДјЃЌвРДЮвЛВувЛВуЕижиИДЭљЩЯЖбСЯЁЃГ§ЕквЛВуЭтЃЌДгРЬЖЯУцЩЯПДЃЌУПВуЮяСЯЖМаЮГЩРрЫЦ”ШЫ”зжаЮзДЁЃШЁСЯЪБЃЌгЩећИіСЯЖбЕФКсНиУцЩЯЕФвЛЖЫПЊЪМЃЌж№НЅЯђСэвЛЖЫЭЦНјЃЌЭЌЪБЧаШЁЫљгаВуДЮЕФЮяСЯЃЌДгЖјЪЙЮяСЯЛёЕУНЯКУЕФОљЛЏаЇЙћЁЃ
ЂкВЈРЫаЮЖбСЯвЛЖЫУцШЁСЯЗЈЁЃЖбСЯЛњЯШдкЖбГЁЕзВПЕФећИіПэЖШЗЖЮЇФкЖбГЩаэЖрЯрЛЅЦНааЖјгжНєППзХЕФЬѕаЮСЯЖбЃЌУПвЛЬѕаЮСЯЖбЕФЖЯУцГЪЕШбќШ§НЧаЮЃЌИїЬѕаЮСЯЖбжЎМфаЮГЩвЛГЇ“СЯЗх”КЭ“СЯЙШ”ЃЌМЬајЖбСЯЪБОЭЖбдкУПЬѕЕФСЯЙШжаЃЌНЋЦфЬюТњВЂБфГЩСЫ“СЯЗх”ЃЌШчДЫВЛЖЯЕиНјааЃЌЭъГЩСЯЖбЮЊжЙЁЃШЁСЯЪБДгЖЫУцАвЯТЃЌУПвЛЬѕДјЕФЮяСЯЖМФмЪмЕНЧаИюЁЃ
ЂлЧуаБаЮЖбСЯвЛВрУцШЁСЯЗЈЁЃЖбСЯЛњЯШдкСЯЖбЕФвЛВрЖбГЩвЛЬѕНиУцЮЊШ§НЧаЮЕФСЯЬѕДјЃЌШЛКѓЦфТфСЯЕуЯђЖбГЁжааФвЦЖЏвЛаЁЖЮОрРыЃЌЪЙЮяСЯАДздШЛанжЙНЧИВИЧгкЕквЛВуЕФвЛВрЃЌжиИДИеВХЕФЖЏзївРДЮЭЦСЯЃЎаЮГЩаэЖрЧуаБЖјЦНааЕФСЯВуЃЌжБЕНЖбСЯЕуЕНДяСЯЖбЕФжааФЯпЮЊжЙЃЛетжжЭЦСЯЗНЗЈвЊЧѓЖбСЯЛњдкЖбСЯПэЖШЕФвЛАыЗЖЮЇФкФмзіЩьЫѕЛђЛизЊЁЃШЁСЯЪБЃЌШЁСЯЛњдкСЯЖбЕФвЛВрДгвЛЖЫжССэвЛЖЫбиСЯЖбзнЯђЭљЗЕШЁСЯЃЌШЁСЯЕФвЛВрЪЧЖбСЯЛњПЩвдвЦЖЏЕФвЛВрЁЃ
(4)ЖбСЯЛњаЕКЭШЁСЯЛњаЕ
вЛЖЈЕФЖбСЯЗНЪНвЊППЯргІЕФЖбСЯЛњаЕРДЭъГЩЁЃЖбСЯЛњЕФШЮЮёЪЧНЋНјСЯЦЄДјЩЯЕФЮяСЯзЊдЫЯТРДЃЎАДеевЛЖЈЕФЗНЪНЖбСЯЃЌЫќФмдкОиаЮСЯЖбЕФзнЯђКЭдВаЮСЯЖбзі180°ЛизЊвЦЖЏЃЌРДЭъГЩЭЦСЯзївЕЁЃгавдЯТМИжжЖбСЯЛњЃК
ЬьЧХНКДјЖбСЯЛњЃЛГЕЪНаќБлНКДјЖбСЯЛњЃЛАвЪНЖбСЯЛњЁЃ
ВЛТлАбЮяСЯЖбГЩЪВУДбљЕФСЯЖбЃЌзюжеЛЙЪЧвЊШЁзпШЅЗлФЅЁЃЖбСЯЕФФПЕФЪЧШУЮяСЯЭЈЙ§ЖбСЯЁЂДЂДцЁЂШЁСЯетвЛЙ§ГЬЃЌЪЙжЎЕУЕНдЄОљЛЏЁЃ
(5)гАЯьдЄОљЛЏаЇЙћЕФжївЊвђЫи
ЂйЖбСЯЛњВМСЯВЛОљЃЛгЩгкНјШыдЄОљЛЏЖбГЁЕФдШМСЯЪфЫЭЩшБИЖМЪЧгыЦЦЫщЯЕЭГжБНгЯрСЌЕФЃЌжаМфЮоДЂБИЛЗНкЃЌЫљвдЕБЦЦЫщЛњЕФВњСПВЛЮШЖЈЪБЃЌЛсЕМжТНјШыдЄОљЛЏЖбГЁЕФНКДјЪфЫЭЛњЕЅЮЛГЄЖШЩЯЕФЮяСЯВЛЕШЃЌЪЙЖбСЯЛњЕФВМСЯВЛОљЃЌгАЯьОљЛЏаЇЙћЁЃ
ЂкСЯЖбЖЫВПаЮзДМАЦфЫРНЧЁЃОиаЮдЄОљЛЏЖбГЁЕФСЯЭЦСНЖЫГЩАыдВаЮЃЌШЁСЯЛњПЊЪМШЁСЯЪБЃЌЖЫВПСЯВуЕФЗНЯђе§КУЭЌШЁСЯЛњЧаУцЦНааЖјВЛДЙжБЧаИюЃЌЕБШЁСЯЛњНгНќжеЕуЪБгжЛсГіЯжЫРНЧЖјШЁВЛЕНСЯЃЌетбљЛсЖдећИідЄОљЛЏаЇЙћВњЩњНЯДѓЕФгАЯьЁЃ
ЂлЮяСЯЕФРыЮізїгУЁЃЖбСЯзївЕЖдЃЌЮяСЯЪЧДгСЯЖбЖЅВПбизХанжЙНЧЭљЯТЙіТфЕФЃЌНЯДѓПХСЃЮяСЯЙіТфЕНСЯЖбЕзВПЕФСНВрЃЌЯИаЁПХСЃдђСєдкСЯЖбЕФЩЯВПЃЌДѓаЁПХСЃЮяСЯЕФГЩЗжЭљЭљВЛЭЌЃЌетбљЛсв§Ц№КсЯђЖЯУцЮяСЯГЩЗжЕФВЈЖЏЃЌгАЯьдЄОљЛЏЕФаЇЙћЁЃ
ЂмТЖЬьЖбГЁЕФРДСЯВЛОљКтЁЃТЖЬьЖбГЁЕФЮяСЯДЂДцвЛАуЪЧгУздаЖЦћГЕдЫРДЃЌгаЪБФФРягаПеЕиОЭАбЮяСЯЖбЗХдкФФРяЃЌЛьКЯИёХфЪБКмФбдкШЋГЁЦЬПЊаЮГЩ“вЛЙјжр”ЃЌжЛФмЪЧЯрСкЕФМИзљСЯЖбЯрЛЅЛьКЯЁЃСэЭтвВЛсгаЮяСЯЕФРыЮіЯжЯѓЃЌжТЪЙЯюОљЛЏЕФаЇЙћВЛЬЋСюШЫТњвтЁЃ
ЮЊСЫЯћГ§ЩЯЪівђЫиЖдОљЛЏаЇЙћЕФгАЯьЃЌгІОЁСПЪЙНјШЫдЄОљЛЏЖбГЁЕФЮяСЯСПКЭСЃЖШЮШЖЈЃЌОпЬхзіЗЈЮЊЃКЖдЦЦЫщЙЄађбЯИёАбЙиЃЌПижЦКУВњСПКЭЦЦЫщБШЃЛдкЖбСЯЛњВМСЯЪБЃЌвЊПМТЧЕН“ЫРНЧ”ЃЎДяЕНЖЫВПжеЕуЪБвЊМАЪБЛиГЬЃЌЧвЩЯвЛВуЮяСЯвЊБШЯТвЛВуЮяСЯдчвЛЕуЛиГЬЃЛТЖЬьЖбГЁЮяСЯЕФЖбЗХЗжВМОЁСППЦбЇКЯРэЃЎЛьКЯДюХфЪБОЁПЩФмЕиЖревМИЖб“КЯзїЛяАщ”ЁЃ
ЫЎФрЩњВњЫљДІРэЕФдЁЂШМВФСЯжаЖМЪЧКЌгавЛЖЈЫЎЗжЕФЃЌЬиБ№ЪЧдАЭСжЪдСЯЃЌКЌЫЎЗж15ЃЅ-20ЃЅЃЌЛьКЯВФШчПѓдќдђКЌЫЎЗжИпДя25ЃЅ-30ЃЅЃЌУККЌЫЎЗждк11ЃЅзѓгвЃЌЪЏЛвЪЏКЌЫЎЗжНЯЕЭ(1ЃЅзѓгв)ЃЌЬњЗлЕФгУСПНЯЩй(5ЃЅзѓгв)ЁЃЖдгкЪЊЗЈЩњВњГЇРДНВЃЌЗлФЅдСЯЪБЛЙвЊМгвЛЖЈСПЕФЫЎЃЌжЦГЩЕФЪЧЩњСЯНЌЃЌздШЛвВОЭВЛПМТЧдСЯКЌЫЎСПЕФЖрЩйСЫЁЃЕЋИЩЗЈЩњВњГЇЖдШыФЅдСЯЕФЫЎЗжОЭгабЯИёЕФЯожЦЃЎЗёдђЛсГіЯж“К§ФЅ”ЁЂ“АќЧђ”ЕШЯжЯѓЃЌЕМжТФЅЛњВњСПЯТНЕЁЃЖјЧвВЛТлЪЧЪЊЗЈЩњВњЛЙЪЧИЩЗЈЩњВњЃЌЖдЪьСЯЗлФЅЪБЫљМгШЫЕФЛьКЯВФЕФЫЎЗжКЌСПЪЧВЛдЪаэГЌБъЕФЁЃвђДЫашЖдИїжждШМВФСЯЕФКЌЫЎСПЭЈЙ§СРЩЙЁЂКцИЩРДНтОіЁЃ
ФПЧАЫЎФрЩњВњжаЖддСЯЕФКцИЩЗНЪНжївЊгаСНжжЃКвЛжжЪЧЖддШМВФСЯЯШКцИЩЁЂКѓЗлФЅЃЌВЩгУЕФЪЧЕЅЖРЕФКцИЩЩшБИЃЛСэвЛжжЪЧКцИЩдкЗлФЅЙ§ГЬжаНјааЃЌВЩгУЕФЪЧКцИЩФЅЁЃЯТУцЖдетСНжжКцИЩЗНЪНМгвдНщЩмЁЃ
1)КцИЩЙ§ГЬМАЩшБИ
(1)КцИЩдРэ
РћгУШШЦјСїзїЮЊИЩдяНщжЪЃЌАбШШСПвдЖдСїЕФЗНЪНДЋИјЪЊЮяСЯНЋЦфЫЎЗжеєЗЂЃЌеєЗЂГіРДЕФЫЎеєЦјгжРЉЩЂЕНИЩдяНщжЪжаЖјБЛДјзпЃЌетОЭЪЧИЩдяЕФЛљБОдРэЁЃ
ЖдЪЊЮяСЯЕФЕЅЖРКцИЩЃЌзюГЃгУЕФКцИЩЩшБИФЊЙ§гкЛизЊКцИЩЛњЁЃ
(2)КцИЩЙЄвеСїГЬ
гЩЛизЊКцИЩЛњЁЂШМЩеПеЛђРДздвЄЯЕЭГЕФЗЯЦјЙмЕРЁЂЮЙСЯЁЂЪфЫЭЁЂГ§ГОЩшБИМАХХЗчЛњЙВЭЌЙЙГЩКцИЩЙЄвеЯЕЭГЁЃКцИЩЛњЕФМђЬхЪЧгЩИжАх(КёЖШ10-20mm)ОэжЦЖјГЩЧвЧуаБ(аБЖШ30-60)ЗХжУЕФЛизЊЬх(зЊЫй2-7rЃЏmin)ЃЌМђЬхЩЯзАгаТжДјКЭДѓГнТжЃЎНшжњгкТжДјжЇГХдкЭаТжЩЯЃЌТжДјСНВрвЛЖдЕВТжЃЌвджИЪОКЭЯожЦМђЬхбиЧуаБЗНЯђДмЖЏЃЌГнТжДјЖЏМђЬхЛизЊЁЃгЩгкМђЬхОпгавЛЖЈЕФаБЖШЧвВЛЖЯЛизЊЃЎЮяСЯЮЙШыКѓдђЫцМђЬхФкБкДјЦ№ЁЂЛЌЯТЃЌВЂдкжиСІзїгУЯТгЩМђЬхНЯИпЕФвЛЖЫЯђНЯЕЭЕФвЛЖЫвЦЖЏЕФЭЌЪБЃЌНгЪмРДздШМЩеЪвШШЦјЬхЕФДЋШШЖјВЛЖЯЕУЕНИЩдяЁЃИЩСЯДгЕЭЖЫаЖГіЃЌгЩЪфЫЭЩшБИЫЭжСДЂПтЃЎЗЯЦјОГ§ГОДІРэКѓХХШЫДѓЦјЁЃЮяСЯдкКцИЩЛњФкЭЃСєЪБМфдМЮЊ20-40minЁЃ
ЛизЊКцИЩЛњЕФДЋШШЗНЪНгажБНгЁЂМфНгКЭИДЪНШ§жжДЋШШЗНЪНЃЌЕЋЙуЗКЪЙгУЕФЛЙЪЧжБНгДЋШШЗНЪНЃЌвВОЭЪЧШШЦјСїгыЪЊЮяСЯдкЛизЊМђФкжБНгНгДЅНјааШШНЛЛЛЃЌЪЙЪЊЮяСЯЕФЫЎЗжеєЗЂЖјЕУЕНИЩдяЁЃжБНгДЋШШЗНЪНЕФЛизЊКцИЩЛњАДЮяСЯгыШШЦјСїЕФСїЯђВЛЭЌЃЌЦфЙЄвеСїГЬгаЫГСїЪНКЭФцСїЪНСНжжаЮЪНЁЃ
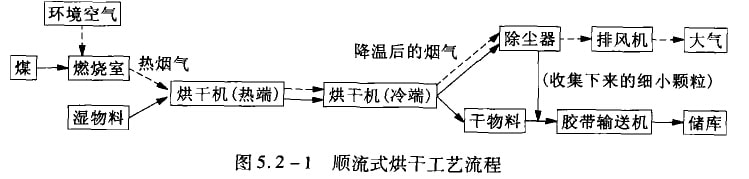
ЂйЫГСїЪНКцИЩЙЄвеСїГЬ
ЫГСїЪНКцИЩЙЄвеСїГЬШчЭМ5.2-1ЫљЪОЁЃдкЫГСїЪНКцИЩЙЄвеСїГЬжаЃЌЮяСЯдЫЖЏЗНЯђгыШШбЬЦјЕФСїЯђЪЧвЛжТЕФЁЃ
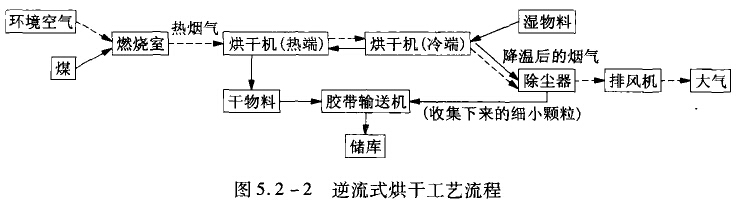
ЂкФцСїЪНКцИЩЙЄвеСїГЬ
ФцСїЪНКцИЩЙЄвеСїГЬШчЭМ5.2-2ЫљЪОЁЃдкФцСїЪНКцИЩЙЄвеСїГЬжаЃЌЮяСЯдЫЖЏЗНЯђгыШШбЬЦјЕФСїЯђЪЧЯрЗДЕФЁЃ
2)КцИЩ—ЗлФЅ
д(ШМ)СЯОЙ§СЫЦЦЫщЁЂДЂДцгыдЄОљЛЏЁЂКцИЩКѓЃЌвЊНјШыЯТвЛЕРЙЄађ——ЩњСЯЗлФЅЁЃ
(1)ЩњСЯЗлФЅЯЕЭГ
ЂйПЊТЗЗлФЅЯЕЭГЁЃвВЪЧжБНјжБГіЪНЃЌЮяСЯвЛДЮЭЈЙ§ФЅЛњЗлФЅОЭГЩЮЊВњЦЗ(ШЗЧаЕиНВЪЧЫЎФрЕФАыГЩЦЗ)ЁЃЫќЕФСїГЬМђЕЅЃЎвЛВуГЇЗПОЭЙЛгУЁЃЦфШБЕуЪЧЃКвЊБЃжЄБЛЗлФЅЮяСЯШЋВПДяЕНЯИЖШКЯИёКѓВХФмаЖГіЃЌБЛЗлФЅЕФЮяСЯвЊдкФЅФкЕФЪБМфГЄвЛаЉЃЌетбљЬЈЪБВњСПОЭЕЭЃЌЯрЖдЕчКФИпЁЃЖјЧвВПЗжвбОФЅЯИЕФЮяСЯПХСЃвЊЕШНЯДжЕФЮяСЯПХСЃФЅЯИКѓвЛЭЌаЖГіЃЌДѓВПЗжЯИЗлВЛФмМАЪБХХГі(ОЁЙмФЅФкЭЈЗчФмДјзпвЛЖЈСПЕФЮЂШвЗл)ЃЌдкФЅФкМЬајЪмЕНбаФЅЃЌгкЪЧГіЯж“Й§ЗлФЅ”ЯжЯѓЃЌВЂаЮГЩЛКГхЕцВуЃЌЗСАСИПХСЃЕФНјвЛВНФЅЯИЁЃ
ЂкБеТЗЗлФЅЯЕЭГЁЃШчЙћШУБЛФЅЮяСЯдкФЅФкЕФСїЫйПьвЛЕуЃЌОЭФмАбВПЗжвбОФЅЯИЕФЮяСЯПХСЃМАЪБЫЭЕНФЅЭтЃЌПЩвдЛљБОЯћГ§“Й§ЗлФЅ”ЯжЯѓКЭЛКГхЕцВуЁЃВЛЙ§етбљвЛРДДѓВПЗжЛЙУЛгаФЅЯИЕФДжПХСЃвВЫцжЎГіФЅЃЌгкЪЧашвЊМгвЛЬЈЗжМЖЩшБИ(вЛжжЗжРыДжЗлКЭЯИЗлЕФЩшБИ)ЃЌНЋЯИЗлЩИбЁГіРДзїЮЊКЯИёЩњСЯЫЭЕНЯТвЛЕРЙЄађ(ОљЛЏЁЂМйЩе)ЃЌДжЗлдйЫЭШЫФЅФкжиФЅЁЃ
дкЩњСЯЕФКцИЩ—ЗлФЅзївЕвЛЬхЛЏГіЯжжЎЧАЃЌдСЯКцИЩКЭЩњСЯЗлФЅЪЧЗжБ№НјааЕФЃЌгаПЊТЗКЭБеТЗжЎЗжЁЃЫцзХаТаЭИЩЗЈЩњВњММЪѕЕФЗЂеЙЃЌКцИЩМцЗлФЅЯЕЭГдкВЛЖЯЕиИФНјКЭЭъЩЦЃЌетвЛЯЕЭГВЩгУЕФЪЧБеТЗбЛЗЗлФЅЁЃ
(2)КцИЩ—ЗлФЅЙЄвеСїГЬ
ЫцзХЫЎФрЙЄвЕЕФЗЂеЙКЭЩњВњЙЄвеЫЎЦНЕФЬсИпЃЌЫЎФрд(ШМ)СЯЕФКцИЩМцЗлФЅзївЕвЛЬхЛЏММЪѕЕУЕНСЫЙуЗКЕФгІгУЁЃВЩгУздЖЏЕїНкЛиТЗМАМЦЫуЛњПижЦЩњВњДњЬцШЫЙЄВйзївбОЪЧвЛМўКмЦНГЃЕФЪТЃКЯТУцНщЩмМИжжРћгУШШЦјСїНјааКцИЩ—ЗлФЅЕФЙЄвеЯЕЭГЁЃ
ЂйЬсЩ§бЛЗФЅ етжжФЅЛњдкЮЙСЯЖЫЩшгаГЄЖШ1mзѓгвЕФКцИЩВжЃЌИУВжФкВЛзАбаФЅЬхЕЋзАгабяСЯАх(МгПьШШЦјЬхгыЪЊЮяСЯЕФШШНЛЛЛ)cРДздШШЗчТЏЛђЛизЊвЄвЄЮВЕФЗЯЦјгыБЛФЅЮяСЯвЛЭЌНјШыФЅФкдЄКцИЩЃЌЖјКѓНјШыЗлФЅВжЃЌКцИЩЁЂЗлФЅЭЌЪБНјааЃЌжБжСЭъГЩЗлФЅбЛЗЁЃ
ЂкЗчЩЈФЅЁЃЗчЩЈФЅЪЪКЯгкЛизЊвЄШМЩегУУКЕФУКЗлжЦБИЯЕЭГЁЃРћгУвЄРфШДЛњЕФЗЯШШЦјЬхЖдКЌгавЛЖЈЫЎЗжЕФПщУКНјааКцИЩЗлФЅЁЃФЅЛњЕФЭВЬхЖЬЖјДжЃЌППбЬЦјЦўДјбЛЗИККЩЃЌНЋГіФЅЮяСЯЫЭжСа§ЗчГ§ГОЦїФкгыЦјЬхЗжРыЃЌГЩЮЊКЯИёЕФЯИУКЗлЃЌЙЉЛизЊвЄШМЩеЪьСЯжЎгУЁЃ
ЂлСЂЪНФЅЁЃЩњСЯЁЂЗлУКЕФКцИЩ—ЗлФЅЕФЙ§ГЬДѓЖрВЩгУЧђФЅЛњРДЭъГЩЃЌЕЋНќаЉФъРДЫцзХПЦбЇаЃЪѕЕФЗЂеЙНјВНЃЌЫЎФрЩњВњЩшБИдкИіЖЯЩ§МЖЃЌЕЭФмКФЁЂИпаЇТЪЕФСЂЪНФЅЛњдкЮвЙњДѓжааЭЫЎФрГЇЩњСЯжЦБИжаЕУЕНСЫЙуЗКЪЙгУЁЃ
дкЩњСЯжЦБИЯЕЭГжаВЩгУКцИЩ—ЗлФЅЙЄвеЃЌОЭВЛБидйЖдЪЏЛвЪЏЁЂОЭЭСЛђЩАбвЁЂЬњЗлЁЂУКЕШдСЯНјааЕЅЖРКцИЩСЫЃЌЕЋКцИЩЛњЛЙЪЧвЊДцдкЕФЃЌвђЮЊЫЎФржЦГЩЙЄађжаЫљгУЕФЛьКЯВФШчПѓдќЕШЃЌКЌЫЎСПНЯИпЃЌЧвгааЉЕиЧјЯФМОгъЫЎНЯЖрЃЌд(ВФ)СЯШдашЕЅЖРКцИЩЁЃ
ОљЛЏЪЧЩњСЯжЦБИЙ§ГЬжаЕФзюКѓвЛИіЛЗНкЁЃЩњСЯЕФОљЦыад(етРяжИПХСЃДѓаЁ)КЭЮШЖЈад(етРяжИЛЏбЇГЩЗжЕФВЈЖЏЗЖЮЇЃЌМДЬМЫсИЦеЊЖЈжЕЕФКЯИёТЪ)ЛсЖдЪьСЯШМЩежЪСПВњЩњжиДѓгАЯьЃЌЫљвдБиаыАбКУШЫвЄЩњСЯжЪСПетвЛЙиЃЌМДЖдБШФЅКѓЁЂШывЄЧАЕФЩњСЯдкДцДЂЙ§ГЬжаНјааОљЛЏЁЃФПЧАОљЛЏММЪѕдкЫЎФрЩњВњжаЕУЕНСЫбИЫйЗЂеЙКЭЙуЗКЕФгІгУЃЌвбОЭЌдСЯЦЦЫщЁЂЩњСЯЗлФЅвЛЦ№ЙВЭЌЙЙГЩСЫЩњСЯжЦБИЯЕЭГЁЃ
ЖдЩњСЯЕФОљЛЏЯЕЭГИХЪіШчЯТЁЃ
д(ШМ)СЯдкЦЦЫщКѓЁЂЗлФЅЧАвбОзіЙ§дЄОљЛЏДІРэГЇЃЌЪЙЛЏбЇГЩЗжЕФВЈЖЏЫѕаЁСЫаэЖрЁЃШчЪЏЛвЪЏжаЕФCaCO3ВЈЖЏПЩгЩ±10ЃЅЫѕаЁжС±1.0ЃЅЁЃЕЋМДЪЙдЄОљЛЏаЇЙћНЯКУЃЌдкШыФЅЧАЕФХфСЯЙ§ГЬжаЃЌАќПЩФмгЩгкЩшБИЮѓВюЁЂВйзївђЫиМАЮяСЯдкЪфЫЭЙ§ГЬжаФГаЉРыЮівђЫиЕФгАЯьЃЌЪЙЕУГіФЅЩњСЯЕФЛЏбЇГЩЗжШдгаНЯДѓЕФВЈЖЏЃЌВЛФмТњзуШЫвЄЩњСЯПижЦжИБъЕФвЊЧѓЁЃвђДЫГіФЅЩњСЯБиаывЊОљЛЏЁЃ
ЩњСЯЕФОљЛЏЙ§ГЬЪЧдкЗтБеЕФдВПтРяЭъГЩЕФЁЃЫќЪЧдВаЮЕФИжНюЛьФ§ЭСНсЙЙЃЌЙцИёДѓаЁЪгЫЎФрЩњВњЙцФЃЁЂЩњСЯДцСПЖјЖЈЃЌвЛАужБОЖЮЊφ5-12mЃЌИпЖШЮЊ30-60mЃЌЮЛжУЩшдкЩњСЯФЅЯЕЭГгывЄШМЩеЯЕЭГжЎМфЁЃЩњСЯОљЛЏЕФЗНЪНгаЛњаЕНСАш(ЖрПтДюХфЯрЛњаЕЕЙПт)КЭПеЦјНСАш(МфаЊЪНОљЛЏПтКЭСЌајЪНОљЛЏПт)СНжжЃЌЖдгкЩњВњЙцФЃаЁЕФГЇ(ЬиБ№ЪЧСЂвЄГЇ)ЃЌЖрВЩгУЛњаЕНСАшОљЛЏПтЃЌДѓГЇЖрВЩгУПеЦјНСАшОљЛЏПтЃЌЯТУцНщЩмОљЛЏПтЕФЙЙдьКЭОљЛЏЙ§ГЬЁЃ
1)ЖрПтДюХфОљЛЏЯЕЭГ
етжжОљЛЏЗНЪНМАОљЛЏдРэгыЧАУцЫљНВЙ§ЕФ“ВжЪНдЄОљЛЏЗЈ”ЛљБОЯрЭЌЁЃОљЛЏПташгаЫФИівдЩЯЃЌБрГЩСНзщЃЌНЛЬцНјСЯЃЌНЛЬцОљЛЏЃЌНЛЬцХХСЯЁЃвЊЧѓПтЖЅНјСЯИїПтОЁСПОљдШЗжХфЃЌПтЕзГіСЯОљдШПЩЕїЃЌПЩЪЙГіФЅЩњСЯCaCO3КЯИёдзЬсИп30ЃЅ-40ЃЅЁЃашЧПЕїЕФЪЧЃКПтФкЮяСЯвЊЖбЛ§ЕНвЛЖЈИпЖШКѓВХФмЗХСЯЃЌЗёдђИУПтжЛЯрЕБвЛИіЭЈЕРЃЌВЛФмЛьКЯОљЛЏЁЃ
2)ЛњаЕЕЙПтОљЛЏЯЕЭГ
ИУОљЛЏЯЕЭГЪЧзлКЯСЫ“ТЉЖЗ”ОљЛЏМАЖрПтДюХфЕФдРэЖјНјааЛњаЕОљЛЏЕФвЛжжЗНЗЈЁЃЫќПЩвдЪЙМИИіПтжаЕФЩњСЯАДвЛЖЈБШР§ЪЭЗХЃЌОТна§ЪфЫЭЛњЛђПеЦјЪфЫЭаБВлЁЂЖЗЪНЬсЩ§ЛњдйЛиЕНДяМИИіПтжаЁЃЕБОљЛЏаЇЙћВЛРэЯыЪБПЩвдЗДИДЕи“елЬк”ЁЃвВПЩвдАбОљЛЏКУЕФИпKHжЕЩњСЯгыЕЭKHжЕЩњСЯдйДюХфЛьКЯОљЛЏЁЃ
етжжОљЛЏПтЭЖзЪЩйЁЂВйзїМђБуЃЌЪЪгУгкСЂвЄКЭЙцФЃВЛДѓЕФЛизЊвЄГЇЁЃШчЙћЙмРэЕУКУЃЌПЩДяНЯЮЊРэЯыЕФОљЛЏаЇЙћЁЃдкВйзїжавЊзЂвтзіЕНвЛИіПтВЛФмЭЌЪБНјСЯКЭГіСЯЃЌвђЮЊетбљОљЛЏГіПтвВОЭЯрЕБвЛИіЭЈЕРЃЌУЛЦ№ЕНОљЛЏЕФзїгУЁЃ
3)ПеЦјНСАшОљЛЏЯЕЭГ
ЫцзХаТаЭИЩЗЈЫЎФрЩњВњММЪѕЕФЗЂеЙЃЌвЄЖдЩњСЯОљЛЏЖШЕФвЊЧѓвВдНРДдНИпЃЌФЧУДгыжЎЯрЪЪгІЕФЩњСЯжЦБИШЋЙ§ГЬжаЕФОљЛЏПижЦБЃжЄЬхЯЕвВгІдЫЖјЩњЃЌМДЩњСЯПеЦјНСАшОљЛЏПтЃКвЛжжвРППбЙЫѕПеЦјДЕЩфЩњСЯЃЌЪЙЩњСЯЗлСїЬЌЛЏЃЌдкЧПСІГхЦјЕФЬѕМўЯТВњЩњЮаСїКЭОчСвЕФЗЬкЖјЦ№ЕНОљЛЏзїгУЕФЩшБИЁЃ
(1)МфаЊЪНОљЛЏПтЁЃМфаЊЪНПтЪЧвРППбЙЫѕПеЦјЪЙЗлСЯСїЬЌЛЏЃЌдкЧПСІГфЦјЬѕМўЯТВњЩњЮаСїКЭОчСвЗЬкЖјЦ№ОљЛЏзїгУЕФЩшБИЁЃЫќЪЧРћгУПтЕзГфЦјзАжУЗжХњТжЛЛГфЦјНјааНСАшЃЌжЛФмНјааЗжХњМфаЊВйзїЃЌЪЧжЛЦ№ОљЛЏзїгУЕФЩшБИЃКЮяСЯЕУЕНГфЗжОљЛЏКѓдйШыДЂПтЃЌвђДЫГЦЮЊМфаЊЪНПеЦјНСАшОљЛЏПтcПтЕзАМЕШЗжЩШаЮГфЦјзАжУНјааЖдНЧТжСїГфЦјЁЃ
(2)СЌајЪНЩњСЯОљЛЏПт(ЛьКЯЪвОљЛЏПт)ЁЃетЪЧгыМфаЊЪНЩњСЯОљЛЏПтгаЫљВЛЭЌЕФвЛжжОљЛЏМцДЂДцЕФЩшБИЃЌЫќФмЭЌЪБНјСЯЁЂОљЛЏКЭГіПтЃЌЩњСЯдкПтФкВњЩњжиСІЛьКЯКЭЦјСІНСАшЃЌДгЖјДяЕНОљЛЏЕФФПЕФЁЃ
ЙњЭтДг20ЪРМЭ60ФъДњПЊЪМВЩгУСЌајЪНЩњСЯОљЛЏПтЃЌЮвЙњЪЧДг70ФъДњФЉЦ№ВНЕФЃЌМИЪЎФъРДМгПьСЫЫќЕФЗЂеЙЫйЖШЃЌДцаТаЭИЩЗЈЫЎФрЩњВњжаЕУЕНСЫЙуЗКЕФгІгУЁЃ
ЩЯвЛЦЊЃКЙшЫсбЮЫЎФрЕФадФмКЭЪЙгУЗЖЮЇ
ЯТвЛЦЊЃКИжЧђГпДчВЛЭЌХфБШЪБЕФбЁдёадФЅЫщзїгУ

