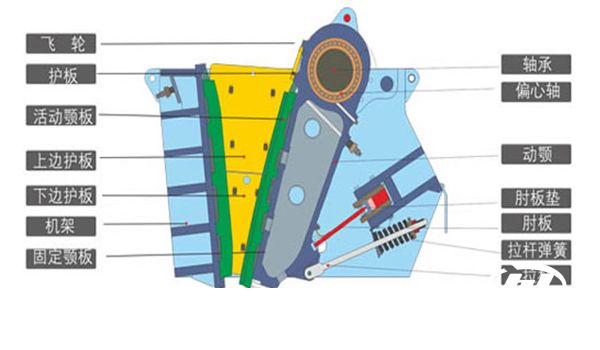
ЦЦЫщЛњгХдНЩњВњГЇМв
зЈвЕЩњВњЦЦЫщЛњЁЂЩИЗжЛњЁЂЩАЪЏЩњВњЯп



 ЗўЮёШШЯп
ЗўЮёШШЯп
ЕБЧАЮЛжУЃКЪзвГ>УНЬхжааФ>ВњЦЗАйПЦ>ђІЦЦдкЩњВњЙ§ГЬжаГЃМћЙЪеЯЛузм
РДдДЃК ЗЂБэЪБМфЃК2019-08-27 09:21:33 ЕуЛїДЮЪ§ЃКЁОЁП
ђІЦЦЪЧЫщЪЏЩњВњжагУЕНЕФжївЊЩшБИжЎвЛЃЌКмЖрПЭЛЇдкЩњВњЙ§ГЬжаЛсгіЕНИїжжВЛЭЌЕФЙЪеЯЮЪЬтЃЌгАЯьЩњВњНјЖШЁЃетРяЃЌаЁБрЮЊФњЛузмСЫђІЦЦГЃМћЕФЙЪеЯМАДІРэАьЗЈЃЌПДЕНЕФаЁЛяАщПьПьЪеВиАЩЃЁ

вЛЁЂжїЛњЭЛШЛЭЃЛњ
ЙЪеЯ двђЃК
1ЃЉХХСЯПкЖТШћЃЌдьГЩСЯВжЖТСЯЃЛ
2ЃЉЧ§ЖЏВлТжзЊЖЏЕФШ§НЧНКДјЙ§ЫЩЃЌдьГЩНКДјДђЛЌЃЛ
3ЃЉЦЋаФжсНєЖЈГФЬзЫЩЖЏЃЌдьГЩЛњМмжсГазљЕФСНБпЮоМфЯЖЃЌЪЙЦЋаФжсПЈЫРЃЌЮоЗЈзЊЖЏЃЛ
4ЃЉЙЄзїГЁЕиЕчбЙЙ§ЕЭЃЌжїЛњгіЕНДѓСЯЪБЮоСІЦЦЫщЃЛ
5ЃЉжсГаЫ№ЛЕЁЃ
НтОіЗНЗЈЃК
1ЃЉЧхГ§ХХСЯПкЖТШћЮяЃЌШЗБЃГіСЯГЉЭЈЃЛ
2ЃЉЕїНєЛђИќЛЛШ§НЧНКДјЃЛ
3ЃЉжиаТАВзАЛђИќЛЛНєЖЈГФЬзЃЛ
4ЃЉЕїећЙЄзїГЁЕиЕФЕчбЙЃЌЪЙжЎЗћКЯжїЛњЙЄзїЕчбЙЕФвЊЧѓЃЛ
5ЃЉИќЛЛжсГаЁЃ
ЖўЁЂжїЛњВлТжЁЂЖЏђІдЫзЊе§ГЃЃЌЕЋЦЦЫщЙЄзїЭЃжЙ
ЙЪеЯдвђЃК
1ЃЉРНєЕЏЛЩЖЯСбЃЛ
2ЃЉРИЫЖЯСбЃЛ
3ЃЉжтАхЭбТфЛђЖЯСбЁЃ
НтОіЗНЗЈЃК
1ЃЉИќЛЛРНєЕЏЛЩЃЛ
2ЃЉИќЛЛРИЫЃЛ
3ЃЉжиаТАВзАЛђИќЛЛжтАхЁЃ
Ш§ЁЂВњСПДяВЛЕНГіГЇБъзМ
ЙЪеЯдвђЃК
1ЃЉБЛЦЦЫщЮяСЯЕФгВЖШЛђШЭадГЌЙ§ЪЙгУЫЕУїЪщЙцЖЈЕФЗЖЮЇЃЛ
2ЃЉЕчЛњЕчдДЕФНгЯпНгЗДЃЌЪЙжїЛњПЊЗДГЕЃЈЖЏђІЫГЪБеыа§зЊЃЉЃЌЛђЕчЛњЕчдДШ§НЧаЮНгЗЈЮѓНгГЩаЧаЮНгЗЈЃЛ
3ЃЉХХСЯПкГпДчаЁгкЙцЖЈМЋЯоЃЛ
4ЃЉђІАхвЦЮЛЃЌЖЏђІгыЖЈђІЕФГнЖЅгыГнЖЅЯрЖдЃЛ
5ЃЉЙЄзїЯжГЁЕчбЙЙ§ЕЭЃЛ
6ЃЉЖЏђІгыжсГаХфКЯДІФЅЫ№КѓМфЯЖЙ§ДѓЃЌЪЙжсГаЭтШІЗЂЩњзЊЖЏЁЃ
НтОіЗНЗЈЃК
1ЃЉИќЛЛЦЦЫщЛњЃЛ
2ЃЉЕїЛЛЕчЛњЕФНгЯпЃЛ
3ЃЉНЋХХСЯПкЕїећЕНЫЕУїЪщЙцЖЈЕФГпДчЃЌЛђдіМггУгкЯИЫщЕФЦЦЫщЛњЃЛ
4ЃЉМьВщГнАхЕФГнОрГпДчЃЌШчВЛЗћБъзМЃЌдђаыИќЛЛђІАхЃЛЕїећЙЬЖЈђІАхгыЛюЖЏђІАхЕФЯрЖдЮЛжУЃЌД§ГнЖЅе§ЖдГнИљКѓНјааЙЬЖЈбЙНєЃЌвдЗРжЙвЦЮЛЃЛ
5ЃЉЕїИпЙЄзїЯжГЁЕчбЙЃЌЪЙжЎЪЪгІжїЛњжидивЊЧѓЃЛ
6ЃЉИќЛЛжсГаКЭЖЏђІЁЃ
ЫФЁЂЛюЖЏКЭЙЬЖЈђІАхЙЄзїЪБгаЬјЖЏЛђзВЛїЩљ
ЙЪеЯдвђЃК
1ЃЉђІАхЕФНєЙЬТнЫЈЫЩЖЏЛђЕєТфЃЛ
2ЃЉХХСЯПкЙ§аЁЃЌСНђІАхЕзВПЯрЛЅзВЛїЁЃ
НтОіЗНЗЈЃК
1ЃЉНєЖЈЛђХфЦыТнЫЈЃЛ
2ЃЉЕїећХХСЯПкЃЌБЃжЄСНђІАхжЎМфЕФе§ШЗМфЯЖЁЃ
ЮхЁЂЦЋаФжсЭфЧњЛђЖЯСб
ЙЪеЯдвђЃК
1ЃЉжїЛњдкЕѕзАЙ§ГЬжаЗЂЩњВрЗЃЌЪЙЦЋаФжсЕЅБпЪмСІЖјЭфЧњЃЛ
2ЃЉБЛЦЦЫщЮяЕФгВЖШГЌЙ§ВњЦЗЪЙгУЫЕУїЪщЕФЙцЖЈЃЛ
3ЃЉжїЛњГЄЦкГЌИККЩдЫзЊЃЛ
4ЃЉжтАхВЛЗћКЯБъзМЃЌЕБЗЧЦЦЫщЮяНјШыЦЦЫщЧЛЪБЦ№здЖЯБЃЛЄзїгУЃЛ
5ЃЉЦЋаФжсШШДІРэВЛЕБЕМжТгІСІМЏжаЃЌдьГЩЖЬЦкФкЖЯСбЁЃ
НтОіЗНЗЈЃК
1ЃЉИќЛЛаТЕФЦЋаФжсЃЌе§ШЗЕѕзАжїЛњЃЛ
2ЃЉАДЦЦЫщЮяСЯЕФПЙбЙЧПЖШбЁдёЯрЪЪгІЕФЦЦЫщЛњЃЛ
3ЃЉЕїећзївЕИККЩЛђЛЛгУКЯЪЪЕФЦЦЫщЛњЃЛ
4ЃЉЪЙгУЗћКЯЩшМЦБъзМЕФжтАхЁЂжтАхЕцЃЛ
5ЃЉИќЛЛОЙ§е§ШЗШШДІРэЕФЦЋаФжсЁЃ
СљЁЂЖЏђІЖЯСб
ЙЪеЯдвђЃК
1ЃЉЖЏђІдкж§дьЪБСєгаУмМЏаЭЦјПзЕШбЯжиШБЯнЃЛ
2ЃЉЪЙгУВЛКЯИёЕФжтАхЁЂжтАхЕцЃЌЦЦЫщЛњдкЧПСІГхЛїЪБжтАхЮДФмЗЂЩњздЖЯБЃЛЄЃЛ
3ЃЉЖЏђІдкЛњМмФкЗЂЩњЮЛвЦЃЌвЛЖЫЕзВПХізВЛњМмБпЕФЛЄАхЃЛ
4ЃЉРИЫЕЏЛЩЪЇаЇКѓЮДМАЪБИќЛЛЃЛ
5ЃЉХХСЯПкГпДчаЁгкЙцЖЈЕФМЋЯоЃЛ
6ЃЉБХСЯЮЛжУВЛЖдЃЌЦЋЯђФГвЛЖЫЛђЯТСЯЖЗНЧЖШЬЋЖИЃЌЪЙЮяСЯжБНгзВЛїЖЏђІЭЗВПЁЃ
НтОіЗНЗЈЃК
1ЃЉИќЛЛЖЏђІЃЛ
2ЃЉЛЛЩЯжїЛњГЇЩњВњЕФдзАжтАхЁЂжтАхЕцЃЛ
3ЃЉе§ШЗзАХфЦЋаФжсЁЂжсГаЁЂНєЖЈГФЬзКЭЖЏђІЃЌВЂИќЛЛЫ№ЛЕМўЃЛ
4ЃЉИќЛЛРИЫЕЏЛЩЃЛ
5ЃЉАДвЊЧѓЕїећХХСЯПкГпДчЃЛ
6ЃЉдіМгНјСЯЖЗЃЌШЗБЃЯТСЯОљдШЁЂЦНЮШЃЌЧвДгжаМфЗжЯђСНБпЁЃ

ЦпЁЂЛњМмжсГазљЛђЖЏђІФкЮТЩ§Й§Ип
ЙЪеЯдвђЃК
1ЃЉжсГаЖЯгЭЛђгЭзЂЕУЬЋЖрЃЛ
2ЃЉгЭПзЖТШћЃЌгЭМгВЛНјШЅЃЛ
3ЃЉЗЩВлТжХфжиПщЮЛжУХмЦЋЃЌЛњМмЬјЖЏЃЛ
4ЃЉНєЖЈГФЬзжсЯђДмЖЏЃЛ
5ЃЉжсГаФЅЫ№ЛђБЃГжМмЫ№ЛЕЕШЃЛ
6ЃЉЖЏђІУмЗтЬзгыЖЫИЧФІВСЩњШШЛђЛњМмжсГаЕФСНИіЧЖИЧгыжїжсвЛЦ№зЊЖЏЃЌФІВСЩњШШЁЃ
НтОіЗНЗЈЃК
1ЃЉАДЫЕУїЪщЙцЖЈАДЪБЖЈСПМггЭЃЛ
2ЃЉЧхРэгЭПзЁЂгЭВлЩЯЕФЖТШћЮяЃЛ
3ЃЉЕїећЗЩВлТжХфжиПщЮЛжУЃЛ
4ЃЉНєЙЬНєЖЈГФЬзЃЛ
5ЃЉИќЛЛжсГаЃЛ
6ЃЉИќЛЛЖЫИЧгыУмЗтЬзЃЌЛђЫЩПЊЛњМмжсГазљЗЂШШвЛЖЫЕФЩЯжсГаИЧЃЌдйгУБЃЯеЫПзїЕцШІгыЧЖИЧвЛЦ№бЙШыЛњМмжсГазљФкЃЌШЛКѓдйЙЬЖЈЩЯжсГаИЧЃЌвдЯћГ§ЧЖИЧЕФзЊЖЏЁЃ
АЫЁЂЗЩВлТжЗЂЩњжсЯђзѓгвАкЖЏ
ЙЪеЯдвђЃК
1ЃЉЗЩВлТжПзЁЂЦЋаФжсЛђЦНМќФЅЫ№ЃЌв§Ц№ХфКЯЫЩЖЏЃЛ
2ЃЉЪЏСЯдўНјЗЩВлТжЕФФкВрЃЌдьГЩЗЩВлТжТжПЧПЊСбЃЛ
3ЃЉЗЩВлТжДцгаж§дьШБЯнЃЛ
4ЃЉЗЩВлТжеЭНєЬзЫЩЖЏЁЃ
НтОіЗНЗЈЃК
1ЃЉШєЦНМќФЅЫ№дђИќЛЛЦНМќЃЌЛђИќЛЛЦЋаФжсЁЂЗЩВлТжЃЛ
2ЃЉдіЩшЗЩВлТжЗРЛЄежЃЌВЂИќЛЛЦЋаФжсЛђЗЩВлТжЃЛ
3ЃЉИќЛЛЗЩВлТжЃЛ
4ЃЉжиаТНєЖЈеЭНєЬзЁЃ
ОХЁЂЛњМмЬјЖЏбЯжи
ЙЪеЯдвђЃК
1ЃЉЕиНХТнЫЈЫЩЖЏЛђЖЯСбЃЛ
2ЃЉЗЩВлТжХфжиПщЮЛжУЦЋвЦЃЛ
3ЃЉжїЛњЛљДЁВЛЮШЙЬЃЌЮоМѕеёДыЪЉЁЃ
НтОіЗНЗЈЃК
1ЃЉНєЖЈЕиНХТнЫЈЃЌЛђИќЛЛЖЯСбЕФТнЫЈЃЛ
2ЃЉВ№ЯТЗЩВлТжжсЖЫЕФИЧАхЃЌа§ЫЩЗЩВлТжеЭНєЬзТнЫЈЃЌЕїећЗЩВлТжХфжиПщЕФЮЛжУЃЌШЛКѓНєЖЈеЭНєЬзТнЫЈЃЛ
3ЃЉМгЙЬЛљДЁЃЌМгЕцеэФОЛђЯ№ЦЄЕШЁЃ

ЪЎЁЂжсГаЮТЖШГЌЙ§дЪаэжЕЃЌЛигЭЕФЮТЖШГЌЙ§60Ёц
ЙЪеЯдвђЃК
1ЃЉжсГа жсЭп бЙЕУЙ§НєЃЛ
2ЃЉШѓЛЌгЭВЛзуЃЌШѓЛЌгЭТЗЖТШћЃЌШѓЛЌгЭВЛЧхНрЃЛ
3ЃЉжсГаЙЮбаВЛЦНЃЌжсЭпЪмСІВЛОљЃЛ
4ЃЉРфШДЫЎжеЖЯЁЃ
НтОіЗНЗЈЃК
1ЃЉгУЕцЦЌЕїећжсЭпЕФбЙНєГЬЖШЃЛ
2ЃЉдіДѓШѓЛЌгЭСПЃЌЧхЯДгЭЙЕКЭШѓЛЌгЭТЗЃЌИќЛЛШѓЛЌгЭЃЛ
3ЃЉжиаТЙЮбажсГаЃЛ
4ЃЉМьВщ РфШДЯЕЭГ ЁЃ
ЪЎвЛЁЂДгРфШДЦїХХГіЕФЫЎЮТЙ§ИпЃЌЮТЖШГЌЙ§45Ёц
ЙЪеЯдвђЃК
1ЃЉРфШДЫЎВЛзуЃЌРфШДЯЕЭГЮлШОЃЛ
2ЃЉжсГаЗЂШШбЯжиЁЃ
НтОіЗНЗЈЃК
1ЃЉМгДѓРфШДЯЕЭГЕФИјЫЎСПЃЌЧхЯДРфШДЯЕЭГЃЛ
2ЃЉМьВщжсГаВЂДІРэЁЃ
ЪЎЖўЁЂгЭСїжИЪОЦїЖЯгЭ
ЙЪеЯдвђЃК
1ЃЉгЭБУЗЂЩњЙЪеЯЃЛ
2ЃЉгЩгкЦјЮТЕЭЃЌгЭЕФеГЖШдіДѓЃЛ
3ЃЉПЊЙиЙиБеЙ§НєЃЛ
4ЃЉЙмЕРгаЩјТЉЁЃ
НтОіЗНЗЈЃК
1ЃЉМьВщгЭБУЃЌаоРэЛђИќЛЛгЭБУЃЛ
2ЃЉЖдгЭНјааЪЪЕБМгШШЃЛ
3ЃЉМьВщПЊЙиеЂЗЇЪЧЗёвбДђПЊЃЛ
4ЃЉМьВщЁЂЧхЯДЁЂЪшЭЈЙмЕРЁЃ
ЪЎШ§ЁЂЫЎНјШыгЭЯЕЭГФк
ЙЪеЯдвђЃК
1ЃЉЙ§ТЫРфШДЦїжаРфШДЫЎЕФбЙСІИпгкИјгЭЯЕЭГжаЕФгЭЕФбЙСІЃЛ
2ЃЉРфШДЫЎЙмТЉЫЎЁЃ
НтОіЗНЗЈЃК
1ЃЉЪЙРфШДЫЎЕФбЙСІБШгЭЙмбЙСІЕЭ50kPaзѓгвЃЛ
2ЃЉМьВщКЭаоИДТЉЫЎДІЁЃ
ЪЎЫФЁЂЦЦЫщВњЦЗСЃЖШдіДѓ
ЙЪеЯдвђЃКГнАхЯТВПЯджјФЅЫ№ЁЃ
НтОіЗНЗЈЃКНЋГнАхЕїзЊ180°ЛђЕїећХХСЯПкГпДчЁЃ
ЪЎЮхЁЂЗЩТжЛизЊЃЌЦЦЫщЛњЭЃжЙЙЄзїЃЌЭЦСІАхЭбТф
ЙЪеЯдвђЃКЕЏЛЩЦЦЛЕЃЌРИЫЫ№ЛЕЛђРИЫТнУБЭбТфЁЃ
НтОіЗНЗЈЃКМьВщЫ№ЛЕСуМўЃЌВЂНјааИќЛЛЃЌАВзАЭЦСІАхЁЃ
ЪЎСљЁЂЗЩТжУїЯдАкЖЏЃЌЦЋаФжсЛизЊНЅТ§
ЙЪеЯдвђЃКЦЄДјТжКЭЗЩТжЕФМќЫЩГкЛђЫ№ЛЕЁЃ
НтОіЗНЗЈЃКЭЃжЙдЫзЊЃЌаоИДМќВлЃЌИќЛЛМќЁЃ
ЪЎЦпЁЂЦЦЫщЧЛЖТШћЃЌжїЕчЛњЕФЕчСїИпгке§ГЃдЫзЊЕчСї
ЙЪеЯдвђЃК
1ЃЉДѓЪЏПщНјШыЦЦЫщЧЛЩЯЗНЃЌЕЋгжВЛФмЦЦЫщдьГЩЖТШћЃЛ
2ЃЉЦЦЫщЛњЯТУцЕФЦЄДјЛњЗЂЩњЙЪеЯЃЌХХСЯПкБЛЖТЃЛ
3ЃЉНјШыеГадЮяСЯКЭЦфЫќдгЮяЖТШћХХСЯПкЃЛ
4ЃЉЮЙСЯСПЬЋДѓЁЃ
НтОіЗНЗЈЃК
1ЃЉЭЃГЕКѓЃЌНЋДѓПщЮяСЯДгЦЦЫщЛњжаХХГіЃЛ
2ЃЉЭЃжЙЮЙСЯЃЌХХГ§ЦЄДјЛњЕФЙЪеЯЃЌДЫЪБОЁПЩФмВЛЭЃЦЦЫщЛњЃЛ
3ЃЉЭЃжЙЮЙСЯЃЌЪшЭЈГіСЯПкЃЌДЫЪБОЁПЩФмВЛЭЃЦЦЫщЛњЃЛ
4ЃЉЕїТ§ЮЙСЯЛњзЊЫйЃЌМѕЩйЮЙСЯСПЁЃ
ЩЯвЛЦЊЃКЗДЛїЦЦжївЊВПМў
ЯТвЛЦЊЃКЬсИпдВзЖЦЦЫщЛњВњФмЕФ11ИіММЧЩ

